Our tin electrodes for beaker plating come in various lenghts depending on the volume of the beaker. For futher information on how to use this electrode, please click on the product page for Tin Tank Plating Solution.
£11.95 – £16.89 + VAT
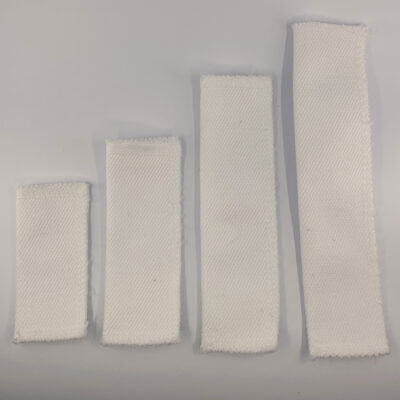
Our tin electrodes for beaker plating come in various lenghts depending on the volume of the beaker. For futher information on how to use this electrode, please click on the product page for Tin Tank Plating Solution.

You can use our tin rod electrodes with our tin tank plating solution to plate onto circuit boards and other electrical connections.
How to use this calculator :
1. In the first box, enter the thickness that you want to be plate to in microns (thousandths of a millimetre).
2. In the second box, enter the surface area of the article in square centimetres (cm2).
3. Click the ‘Calculate’ button.
4. Read off the amp setting for your rectifier and the plating time.
5. If using an amp-hour meter or our Coulometer to monitor the process, read of these figures.
6. Finally read off the weight of copper that should be plated.
Specifications
| 250ml Beaker | 500ml Beaker |
1 Litre Beaker
|
2 Litre Beaker
|
|
| Length/mm | 95 | 110 |
134
|
155 |
| Diameter/mm | 8 | 8 |
8
|
8
|
| Recommended No. Electrodes Per Beaker | 2 x 8mm | 2 x 8mm | 4 x 8mm | 4 – 6 x 8mm |
Notes:
Certain small items, for example Swabs, Nibs and Plating Pens can be sent by normal post within the UK
For all price quotations for deliveries, please add your items to our shopping cart. You will be able to see the shipping costs by clicking on the ‘Calculate shipping’ button in the cart and before checking out.
You can now leave the surface with its matt/satin finish or hand polish using Autosol.
Please note that if the article is inteded to be soldered, it’s best to leave the surface as
it is as polished could hinder the soldering process.
Notes
1) Please note that the Activator dip should be kept exclusive to a single metal for example, if the Activator
has been used for zinc, it is not advisable to use the same solution for steel.
2) Most zinc is cast and contains surface impurities that need to be mechanically removed to achieve good adhesion.
This can be done in a variety of ways including abrading, polishing or tumbling in a barrel with abrasive medium added.
Poorly prepared zinc usually results in deposits which bubble up.